Welcome to the official website of Nanjing Villy Inspection Co.,Ltd. !
Villy Inspection Share 6: Core Valve Inspection Points - Insights from Field Cases
Valves are core fluid control components in petrochemical, power, LNG and other industries, and their quality directly relates to equipment and personal safety. Based on on-site accident handling and factory inspection experience, most valve leakage and burst accidents result from factory inspection omissions. The core responsibility of third-party inspection is to control nodes and identify hidden dangers during production to prevent unqualified valves from entering the site. Combined with practical experience, 5 key inspection points are sorted out as follows.
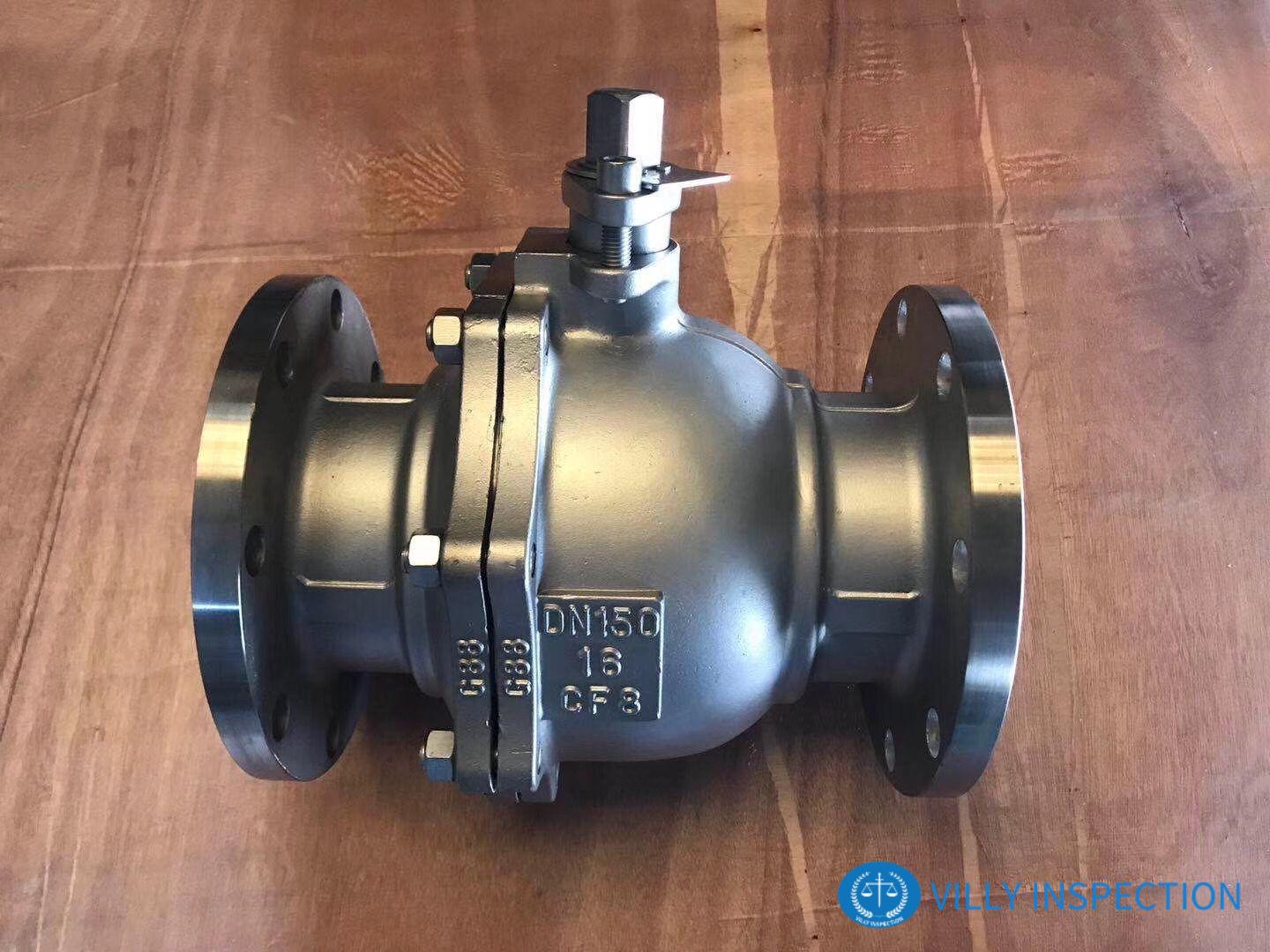
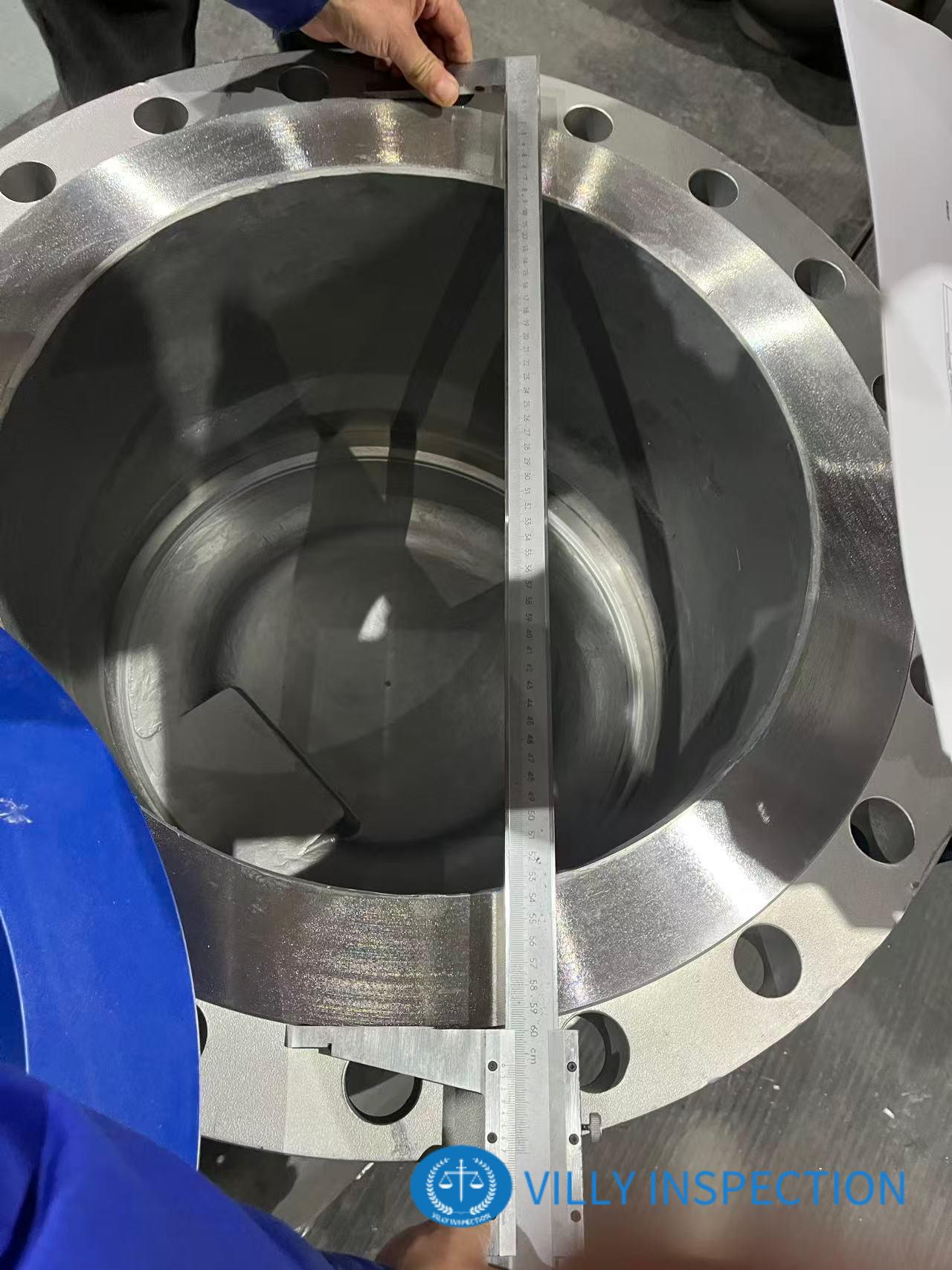
Castings are the foundation of valve quality. They must be inspected strictly in accordance with the MSS SP-55 standard defect atlas for Porosity, sand holes, cracks and other defects, focusing on stress-concentrated areas such as the flange-valve body connection. PT/MT testing shall be used as an auxiliary if necessary. For valves with DN≥300mm, Class≥1500 and corrosive service, an ultrasonic thickness gauge shall detect wall thickness, and casting marks shall be verified to ensure traceability.
Material misuse and non-standard NDT are major accident causes. Material Test Certificates (MTC) shall be checked one by one to verify that key alloy elements match the design; on-site PMI material verification is recommended for valves under corrosive and high-temperature conditions. Class-A and Class-B valves shall be strictly distinguished per ASME B16.34 standard. NDT testing shall follow specifications for special-class valves. Supplementary PT/MT testing is recommended for Class-A valves under special conditions, and reports shall be verified to eliminate false records and missed inspections.
Performance testing is key to verifying valve sealing and pressure-bearing capacity. All test items shall be covered, with special tests for low-temperature and high-pressure valves. The approved Supplier Test Procedure (STP) shall be strictly implemented to control test parameters and processes, such as returning to normal temperature to recheck sealing performance after low-temperature testing. Test parameters and leakage shall be recorded standardizedly to ensure traceability and avoid perfunctory inspections.
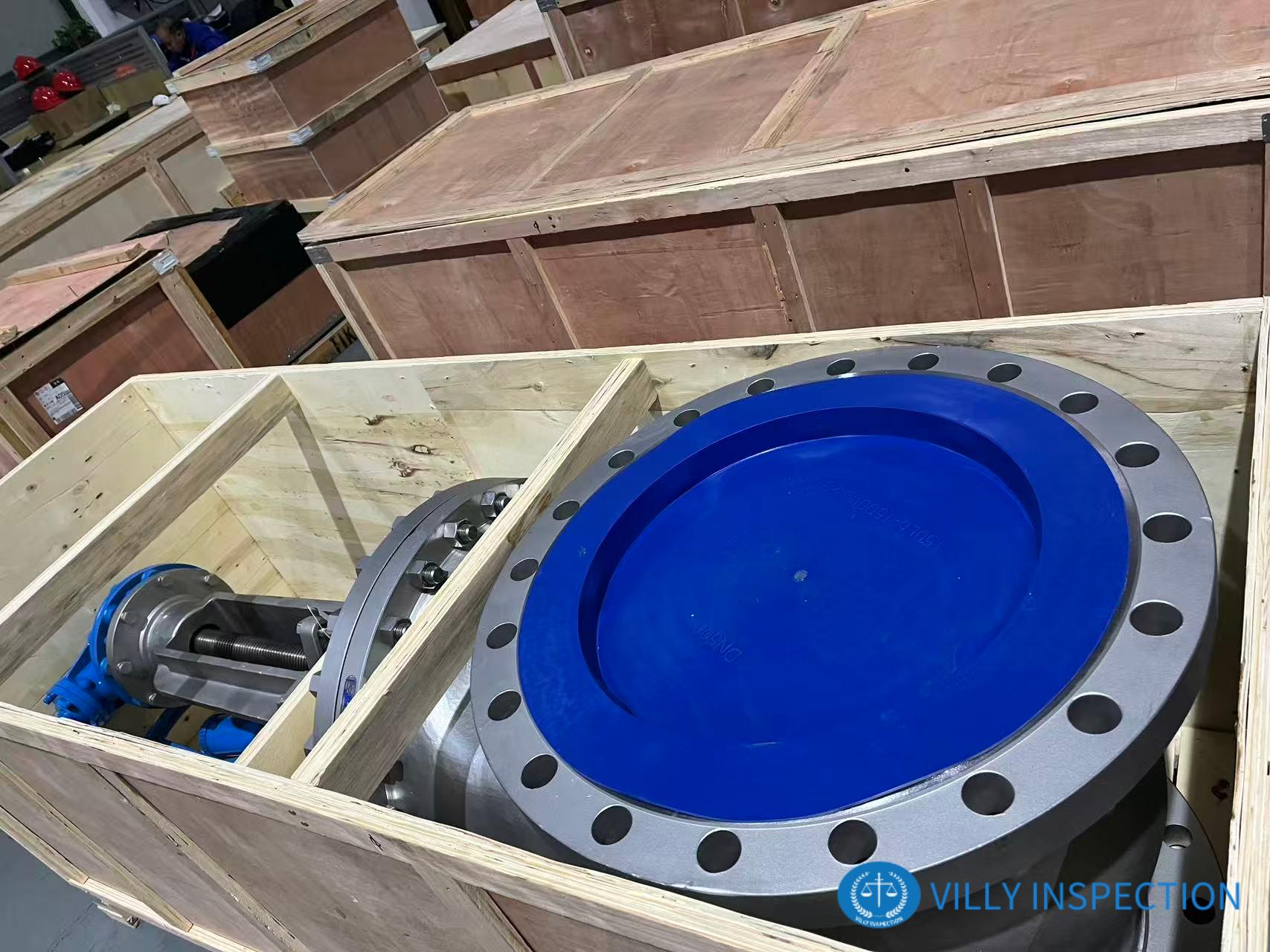
The sealing surface, flange surface and threaded parts shall be inspected to ensure no paint or oil adhesion; residual sand and burrs in the flow channel of corrosive-service valves shall be cleaned, and special coated bolts shall be verified for intactness. Special attention shall be paid to heat number verification. We once found workers privately modifying valve body heat numbers with welding electrodes at night—such fraud covers up quality problems. Heat numbers must be clear and free of modification traces; inspection shall be suspended immediately for verification if abnormalities occur.
Document review is the last line of defense. It is necessary to verify that valve specifications, materials and other information in documents match actual products; check that MTC, heat treatment(charts), NDT and test reports are complete and actual, and ensure heat numbers and serial numbers correspond to documents one by one to achieve full-process traceability.
The core of third-party inspection is controlling valve quality from the source. The above 5 points cover core inspection links. Only by strictly implementing standards, standardizing processes and focusing on details can we hold the quality bottom line and ensure safe and stable industrial development.





VILLY INSPECTION | Third-Party Inspection | Quality Control | Procurement Services www.villyinspection.com
NANJING VILLY INSPECTION CO.,LTD.
Copyright © Nanjing Villy Inspection Co.,Ltd. All Rights Reserved.